| 产品特性:耐腐蚀 | 材质:碳钢 | 管厚:8mm |
| 特殊功能:弹性好、 钢度值低、 耐腐蚀、 耐高压 | 直径:DN350 | 产地:盐山 |
| 品牌:申鸿牌 | 型号:377 | 重量:20kg |
| 执行标准:GB/T12459 | 壁厚:10 | 等级:中压 |
| 产品规格:273*8 |
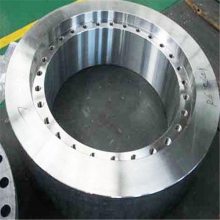
兴安盟碳钢弯头 3D弯头厂家 426*8弯头价格
众所周知,由于水环真空泵和水环压缩机具有结构简单、使用维修方便的特点,因而在各行各业得到了广泛的应用。特别是具有等温压缩的特点,极易抽吸、压缩易燃易爆的气体。下面就其发展及设计开发谈几点粗浅的看法。型化由于煤矿、化工、制药、造纸等行业的发展,对水环真空泵的要求越来越向大型化方面发展。在2年以前,我国能生产抽气量在1m3/min以上的水环真空泵仅3-4个企业,全国年产量也不过几十台。而仅过了三年,到23年全国能生产1m3/min以上的大泵的厂家达1多家(其中仅淄博地区就有7--8家),据不完全统计,全国的大泵的产量达几百台以上,这些产品主要应用于:煤矿行业由于国家加强了对煤矿的安全要求,因而用水环真空泵,特别是大型水环真空泵抽除瓦斯气体已成为煤矿行业必须的安全要求,去年陕西某矿务局订购的多台抽气量达4m3/min的特大型水环真空泵就是用以抽除瓦斯气体,有的一个大型煤矿使用1m3/min以上的大泵就达7--8台。
热推弯头成形工艺具有外形美观,壁厚均匀和连续作业,适于大批量生产的特点,因而成为碳钢,合金钢弯头的主要成形方法,并也应用在某些规格的不锈钢弯头的成形中。成形过程的加热方式有中频或高频感应加热(加热圈可为多圈或单圈),火焰加热和反射炉加热,采用何种加热方式视成形产品要求和能源情况决定。冲压成形冲压成形弯头是早应用于批量生产无缝弯头的成形工艺,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少,壁厚过厚或过薄。产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。
不锈钢冲压弯头运用注意事项:1、焊条运用时应坚持枯燥,钛钙型应经150℃枯燥1小时,低氢型应经200-250℃枯燥1小时(不能多次重复烘干,否则药皮简单开裂脱落),避免焊条药皮粘油及其它脏物,以免致使焊缝添加含碳量和影响焊件质量。 2、为避免因为加热而发作睛间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。 3、不锈钢冲压弯头,为改进耐蚀功能及焊接性而恰当添加适量安稳性元素Ti、Nb、Mo等,焊接性较不锈钢冲压弯头好一些。选用同类型的铬不锈钢焊条时,应进行200℃以上的预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用铬镍不锈钢焊条。 4、不锈钢冲压弯头药皮有钛钙型和低氢型。钛钙型可用于交直流,但沟通焊时熔深较浅,一起简单发红,故尽可能选用直流电源。 5、不锈钢冲压弯头焊接时,受到重复加热分出碳化物,下降耐腐蚀性和力学功能。 6、不锈钢冲压弯头焊条具有杰出耐腐蚀性,广泛运用于化工、化肥、石油、机械制作。
铬不锈钢冲压弯头焊接性较差,应注意焊接工艺,热处理条件及选用合适电焊条
㈡模具钢材的工艺性能在模具总的制造成本中,特别是对于小型精密复杂模具,模具材料费往往只占总成本的1%~2%,有时甚至低于1%;而机械加工、热处理、表面处理、装配、管理等费用要占成本的8%以上。所以模具材料的工艺性能就成为影响模具成本的一个重要因素,改善模具的工艺性能,不仅可以使模具生产工艺简单,易于制造,而且可以有效地降低模具制造费用。模具材料的工艺性能,经常要考虑的有以下几种。⒈可加工性模具材料的可加工性包括冷加工性能,如切削、磨削、抛光、冷挤压、冷拉工艺性,热加工性能包括热塑性和热加温度范围等。
不锈钢冲压弯头的类型很多;铬不锈钢冲压弯头具有一定的耐腐蚀性(氧化酸,有机酸,气蚀),耐热性和耐磨性。通常用于电站,化工,石油等设备的物料。铬不锈钢冲压弯头的焊接性差。注意焊接工艺,热处理前提并选择合适的焊接电。 铬镍不锈钢冲压弯头具有良好的耐腐蚀性和性,并广泛用于化工,化肥,石油,机械制造,焊接铬镍不锈钢冲压弯头时,碳化物会因反复加热而析出,从而降低了耐蚀性和机械性能。 铬镍不锈钢冲压弯头涂层为钛钙型和低氢型。钛钙型可用于交流和直流,但在交流焊接过程中焊接深度较浅,同时容易变红,因此不锈钢冲压弯头会尽可能使用直流电源。 铬13不锈钢冲压弯头焊接后具有更高的淬透性,并且容易开裂。如果使用相同类型的铬不锈钢冲压弯头电进行焊接,则将其预热至300℃以上,并在焊接后缓慢冷却至700℃左右。如果焊件不能进行焊后热处理,则应使用铬镍不锈钢冲压弯头。
如小到挂钟的秒表,大到轿车纵梁,笼盖件等,加上冲压时资料的冷变形硬化效应,冲压的强度和刚度均较高
安装时,可根据连接方式将不锈钢弯头直接安装在管道上,并可根据使用的位置安装不锈钢弯头。一般情况下,可以安装在管道的任何位置,但需要容易操作的检查,注意不锈钢弯头介质的流量应该在纵向阀瓣下面流动,不锈钢弯头只能水平安装。不锈钢弯头安装时应注意密封,防止泄漏,影响管道正常运行。只能开启或关闭,不得调节流量,以免密封面磨损,闸阀和上螺纹截止阀设有倒置密封装置,手轮紧固至顶部,防止介质从灌装点漏出。
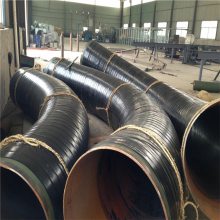
d.喷砂结束时,应将喷砂机的放空阀打开,使压力降到再将缓冲罐,分离器的放空阀打开,后切断空压机的电源,喷砂的全过程结束。聚氨酯保温钢管喷砂作业安全与劳动保护:a喷砂工作时全身防护,防止粉尘污染,控制粉尘蔓延。穿具有空气分配器的头盔面罩防护服,厚手套和耳塞。喷砂操作人员,可选用阻尘效果好,呼吸阻力小,质量轻的过滤式防尘口罩。