| 产品特性:耐腐蚀 | 材质:碳钢 | 管厚:8mm |
| 特殊功能:弹性好、 钢度值低、 耐腐蚀、 耐高压 | 直径:DN350 | 产地:盐山 |
| 品牌:申鸿牌 | 型号:377 | 重量:20kg |
| 执行标准:GB/T12459 | 壁厚:10 | 等级:中压 |
| 产品规格:273*8 |
太原碳钢弯头 3D弯头现货 1620*12弯头价格
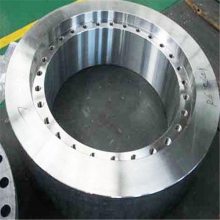
介绍了AUTOMATIG306全位置自动管板焊接系统的特点、组成和工作原理以及管壳式换热器的结构,通过工艺评定优选出的焊接工艺参数应用于生产实践,取得了良好的效果,焊缝合格率达100%。管壳式换热器是一种广泛使用的工艺设备,在炼油、化业中是主要的工艺设备之一,其完好与否对化工生产的影响很大,一旦泄漏,对化工产品的质量、工厂安全、环境和设备等将造成很大的损失。换热器中管板与换热管之间的角接接头焊缝质量是整台设备制造质量的关键,以往都采用传统的手工电弧焊或手工氩弧焊工艺焊接,由于劳动条件差,对焊工技术水平要求高,焊缝外观质量不美观,焊接速度慢,效率低,焊接量大,工人劳动强度大,合格率低,设备的制造质量和工期都无法得到***。
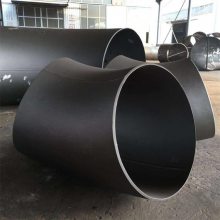
热推弯头成形工艺具有外形美观,壁厚均匀和连续作业,适于大批量生产的特点,因而成为碳钢,合金钢弯头的主要成形方法,并也应用在某些规格的不锈钢弯头的成形中。成形过程的加热方式有中频或高频感应加热(加热圈可为多圈或单圈),火焰加热和反射炉加热,采用何种加热方式视成形产品要求和能源情况决定。冲压成形冲压成形弯头是早应用于批量生产无缝弯头的成形工艺,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少,壁厚过厚或过薄。产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。
折叠编辑本段涂膜性能外观 平整,色泽均匀,无气泡,开裂及缩孔 目测附着力 1~3级 SY/T0315-97阴极剥离 24hr≤ 8 28d≤ 10 SY/T0315-97耐化学腐蚀 90d 合格 SY/T0315-97。
一般冲压弯头中含碳量较高则硬度越大,强度也越高,但塑性较低
3硬度和红硬性硬度是模具钢材的主要技术性能指标,模具在工作时必须具有高的硬度和强度,才能保持其原来的形状和尺寸,一般冷作模具钢,要求其淬回火硬度为HRC6左右,而热作模具钢为HR5~5左右,并且要求热作模具钢材在其工作温度下仍保持一定的硬度。红硬性是指模具钢材在一定温度下保持其硬度和组织稳定性抗软化的能力,对于热作模具钢和部分重载荷冷作模具钢,是重要的性能指标。另外,还要根据不同模具的实际工作条件,分别考虑其实际要求的性能,如对热作模具钢要考虑其抗冷热疲劳性能,对压铸模具应考虑其耐融熔金属的冲蚀性能;对于重载荷型腔模具应注意其等向性;对于高温工作的热作模具应考虑其在工作温度下的抗氧化性能;对于在腐蚀介质工作的模具,应注意其抗腐蚀性能;对在高载荷下工作的模具应考虑其抗压强度、抗拉强度和抗弯强度、疲劳强度及断裂韧度等。
项目验收管道内壁涂装完成后,进行涂装检验,达到规定漆膜厚度,漆膜无流挂,无漏涂,无针孔,表面光滑平整。智际集团供应链系统,集中管控集团下多有企业,母公司统一管控,子公司独立部署.^^多公司,多业务,多系统,多平台,多层...。
在使用时严格注意,***冲压弯头的质量和性能,使其具有良好的使用寿命
安装时,可根据连接方式将不锈钢弯头直接安装在管道上,并可根据使用的位置安装不锈钢弯头。一般情况下,可以安装在管道的任何位置,但需要容易操作的检查,注意不锈钢弯头介质的流量应该在纵向阀瓣下面流动,不锈钢弯头只能水平安装。不锈钢弯头安装时应注意密封,防止泄漏,影响管道正常运行。只能开启或关闭,不得调节流量,以免密封面磨损,闸阀和上螺纹截止阀设有倒置密封装置,手轮紧固至顶部,防止介质从灌装点漏出。
本发泡平台为BL-1220型液压发泡平台,它为生产聚氨脂泡沫塑料保温管的专用设备,利用液压机构对安置于设备工作台面的待发泡管件两端快速进行发泡法兰的对接,,闭禁,以便进行发泡作业。该设备具有率,低能耗,易操作的特点。从而大大降低了操作工人的劳动强度。