| 产品特性:厂家直销 | 是否进口:否 | 产地:盐山 |
| 材质:Q235B | 产地/厂家:其他 | 仓库所在城市:其他 |
| 仓库:其他 | 质量等级:***(受理质量异议) | 加工服务:定制样品 |
| 配送服务:可配送到厂 | 货物销售类型:现货 | 用途范围:金属制品、 机械制造、 核电、 化工设备、 结构制管 |
| 规格:219*6、 325*9、 820*12、 720*10、 325*12、 720*6、 720*8、 820*10、 630*12、 1220*10、 1820*10、 529*12、 720*7、 1420*12、 478*12、 1220*9、 1620*10、 820*14 | 计重方式:理计 | 仓库地址:盐山 |
| 产品表面描述:光滑无毛刺 |
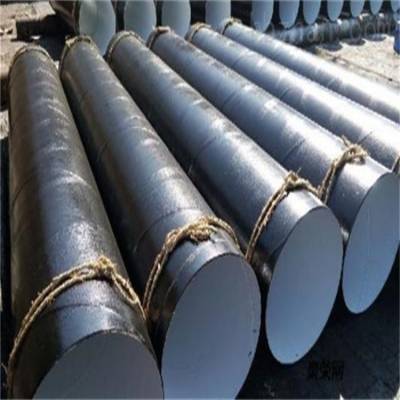
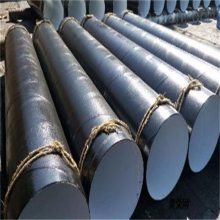
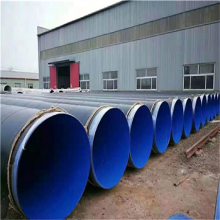
辽宁本溪DN2000螺旋钢管价格 TPEP防腐钢管加工 申鸿牌DN1600防腐管
其中,高炉铁损仅为4.14%。冶炼钒钛磁铁矿高炉的入炉矿具有品位低、渣量大、渣铁分离效果较差、炉温控制难度大等特性,与其他普通矿冶炼的高炉相比,铁损、矿耗和冶炼成本偏高,给降成本工作带来难度。对此,该厂把降低高炉铁损作为对标挖潜的重要课题展开攻关,通过引进高炉生铁铁元素消耗这一概念,计算出合理的金属回收率系数,折合成回收铁量,研究出铁元素消耗变化趋势和铁损去向,从而有效指导高炉生产。在高炉操作中,该厂严格执行精细化操作方针,提高炉温合格率,以减少炉温波动带来的铁损;加强烧结矿和外购球团矿质量控制,提高矿石品位稳定率、碱度稳定率和物理性能指标;铁口操作***铁品潮泥、增加沙坝高度、加大渣铁回收力度,避免人为因素造成铁损;采用蓄铁式主沟出铁,使渣铁液分离时间延长,减少砂坝过铁和渣中带铁;加强铁罐保温措施,降低铁水粘罐程度,减少铁罐带渣量,降低铁损;深入推行富氧、大喷煤、高风温等高炉强化冶炼技术,降低生产成本。
E防腐钢管的涂层是底层与钢管面所接触的是粉末防腐涂层,中间层为带有分支结构功能团的共聚粘合剂。面层为高密度聚防腐涂层。三pe防腐涂层综合了树脂和聚材料的高抗渗性,机械性能高等特点。到目前为止是公认的使用效果好,性能佳的管道防腐涂层,从而被应用在诸多的工程当中。折叠钢管内壁防腐钢管内壁防腐分为两种:一种是热熔树脂粉末防腐(高温熔结),一种是液体涂料,常用液体IPN8710(常温冷喷涂)。这两种内壁防腐形式防腐工艺和性能不同具体表现在:管道使用要求。内涂层厚度(um)减阻型管道(液体涂料)≥50防腐型管道(高温熔结树脂粉末涂层)普通级≥250加强级≥350其性能如下:性能比较热熔结涂层液体漆原材料无溶剂,食品级粉末,环保有性异味,稀释剂,固化剂组成等。
安装及使用过程中避免因外界因素而造成的破坏。制造外套管应添加抗氧剂、紫外线稳定剂和碳黑等。聚外套管易老化,如露天存放宜用篷布等物遮盖,堆放处应远离高热源和火源,制成防腐钢管后,禁止暴晒、骤冷,否则聚外套管易开裂,影响产品性能和使用寿命。工艺防腐粉末一直是采用静电喷涂工艺涂敷。由于粉末浸塑工艺受附着力问题困扰,粉末的浸塑始终没能推广。当前来随着三椰粉末浸塑专用磷化液开发成功,******了粉末浸塑工艺的附着力难题,需求不及预期,环保督查超预期。调坯轧材厂延续停产之势,钢坯消化基本处于停滞状态,钢坯需求表现弱势。轧钢厂受停产影响成品材库存续减已到达相对低位水平。
TPEP防腐钢管工艺是结合热固性树脂粉末涂料与聚特性以及加工工艺后,排污用TPEP防腐钢管厂家给你不同,将三层结构聚涂层与熔结粉末涂层技术巧妙结合,为埋地钢管的腐蚀防护提供了非常好的方案,内壁熔结树脂粉末(FBE)防腐,解决了管道的内防腐问题,管道糙率小、内壁光滑、水力性能良好。通过设计实例分析得出:与同管径管材相比,采用内壁熔结涂层的管路损失可以降低30%以上;在输送相同流量的情况下,其管径可以减小级别,从而降低了成本,减少了能耗。已成为市场上广泛应用的一种输水管道产品。管道的造价要从全周期的角度综合考虑,不仅要考虑管材费用,还要考虑管材的安装施工,其后的运行费用以及使用寿命。
安装可提升臂的优点是便于钢包与中间包之间的长水口保护浇注操作;控制、调节长水口的插入中间包钢水液面的深度;钢包水口不能自动打开时,便于钢包工烧氧引流。2中间包中间包整体结构形状为三角形,该形状在中间包本体受热膨胀后可防止耐火材料附着在中间包本体上。内部设置挡渣坝、挡渣墙及水口稳流装置,确保中间包内合理的钢水流场(温度场、夹杂物上浮与分布场)。在中间包钢水注入点的两侧设置两个溢流口,其高度为85mm,便于放渣、换渣操作,稳定和控制中间包覆盖剂的冶金效果;控制中间包的渣层厚,减少中间包钢水被污染的程度,提高连铸坯的洁净度。3电动机械塞棒系统电动机械塞棒系统用于调节和控制中间包水口钢流,实现钢水自动浇注。开浇操作既可以由操作工手动完成,也可在操作工控制下由自动化系统完成。自动开浇通过顺序开启和关闭中间包水口完成,结晶器液位控制系统同时控制塞棒和拉矫机同步,一段时间后拉矫机按预定加速度运转、浇速达到预定值。自动浇注状态下,从液位控制系统接收到的信号经PLC处理后反馈到塞棒组件的控制电机上,浇注时浇速保持不变,通过塞棒控制结晶器钢水液面。4结晶器和足辊管式结晶器在设计上考虑避免铜管因高温作用而产生***性变形。否则,结晶器管变形后会造成其寿命明显缩短,并对铸坯产生较深的振痕和形状缺陷。为防止变形,高温度作用下的铜管严格被限制在只能沿其纵轴上自由膨胀。铜管与水套间隙保持在3.25mm,***水缝内的高速水流以降低铜管温度,避免产生水沸腾。同时,在足够水压作用下,可防止铜管壁温度过高会造成严重结垢,影响铜管的传热效果。结晶器底部设有两排足辊,调节范围±2.5mm,足辊的作用是引导引锭杆进出结晶器,可以避免引锭杆划伤铜管,减少铜管磨损和降低浇注条件变化对铸坯质量造成的影响。
使用条件见下表,故可全年正常施工,缓解了冬季施工难题。定型胶类型及使用条件施工方便,快捷,一次缠绕即可达到标准GB 50268-97《给排水管道工程施工及验收规范》,石油化业标准SH 3022-99《石油化工设备和管道涂料防腐蚀技术规范》和石油天然气行业标准SY/T 0447-96《埋地钢质管道煤沥青防腐层技术标准》所要求的厚度和电火花检漏电压。定型胶为无溶剂型快干配方。低温胶和***温胶三种防腐层固化速度快,按季节分为常温胶比原来使用煤沥青漆加玻璃布组合成的同等级防腐层省工,方便,快捷。