| 产品特性:厂家直销 | 类型:横向型 | 产地:盐山 |
| 材质:20# Q345B 不锈钢 | 货号:01 | 品牌:申鸿牌 |
| 型号:60-2000mm | 连接方式:焊接 | 壁厚:3-18mm |
| 等级:*** | 管厚:3-18mm | 特殊功能:弹性好 |
| 外形分类:波纹补偿器 | 直径:60-2000 | 执行标准:gb/t12459 |
| 产品规格:60-2000 | 是否跨境货源:否 |
江苏波纹补偿器厂家 DN300PN2.0传力接头价格 申鸿牌不锈钢人孔
PVC—U材质为多组分,它的熔体流动性差、粘度大、加工工艺复杂;要满足制品的性能,不同的模具结构要选用不同的配方体系。笔者主要对PVC—U管件注塑模具的浇注系统进行优化。因为浇注系统看似简单却是一副模具最关键的组成部分。可以这样说,模架是模具的基本结构;型腔是成型制品几何尺寸的主要部件;浇注系统是塑料熔体流向型腔的主要通道。所以浇注系统决定着制品的内在性能及表观质量。PVC—U管件注塑模具浇注系统的优化(除配方外)是提高PVC—U管件制品性能的一条重要途径。注系统的几种常用形式¨一般的模具设计主要根据制品的结构来确定,浇注系统的设计也是根据注塑模具的结构进行简单设计,这在设计、制造上可节约成本。应用于PVC—U管件系列制品的浇注系统可归纳为3种。普遍应用于管箍类制品的中心支架浇口类(轮辐式浇口)。普遍应用于11mm以上的9O。弯头、三通等直接进料浇口类(无分流道),如图1b所示。普遍应用于9O。弯头、45。弯头侧进料浇口类,几种PVC.jam过程中常出现的缺陷注射缺陷,不单指外观的缺陷,还包括物理力学性能的问题,这里主要归纳实际生产中应用上述3种浇注系统成型制品时不易解决的各类缺陷。1浇口部位表面质量PVC—U的熔体粘度较大,不易流动,因而,使用图1中a类浇注系统成型的制品浇口流动冲击现象严重,应力常集中在浇口部位致使制品强度较差,并且易产生注射斑纹。使用b类浇注系统成型的制品除具有a类浇注系统制品的缺陷外,同时由于注射过程产生强大的注射力,芯柱呈简支梁状态,***受力过大,芯柱存在变形,制品的壁厚尺寸不均,过厚的地方存在气孑L,再加上薄的地方,致使强度不足,影响整个制品的质量。
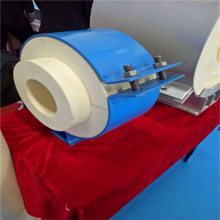
保温层应做在膨胀节外保护套上,不得直接做在波纹管上。不得采用含氯的保温材料。安装过程中不允许焊渣飞溅到波纹管表面和使波纹管受到其它机械损伤。支架符合设计要求,严禁在支架未安装好之前在管线内试压,以免将膨胀节拉坏。
一般情况下,选用波纹管的材料应满足下列条件:高弹性极限,抗拉强度和疲劳强度,***波纹管正常工作。良好的塑性,便于波纹管的加工成形,且能通过随后的处理工艺(冷作硬化,热处理等)获得足够的硬度和强度。较好的耐腐蚀性能,满足波纹管在不同环境下工作要求。
对带内衬筒的膨胀节,应注意使内衬筒方向与介质流动方向一致(按膨胀节的流向标志安装)
事件驱动模拟机制通过构造一个动态的“事件序列表”(由水力事件和水质事件组成),依“事件序列表”中的事件发生次序,自动生成计算时段、划分水流单元体,添加新产生的事件人“事件序列表”的同时,更新原“事件序列表”中事件的预期发生时间,并依此重构“事件序列表”。水力事件的序列由管网的水力分析程序获得。水质事件序列则通过以下几个步骤来生成:初始化管网,管段内水流中指标物质浓度置用户的初始值,模拟时钟设为零。
管道对中性要好,在无其它方法***时,可采用直管敷设后切下等长管道再安装膨胀节的方法来***。须注意的是,膨胀节是不吸收扭矩的,因此在安装膨胀节时,不允许膨胀节受到扭转。膨胀节所有的活动元件不得被外部构件卡死或限制其活动部位正常运作。
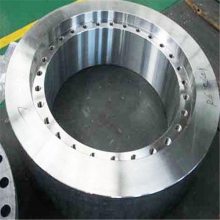
产品特点其产品采用一次液压成型和机械成型技术,并以计算机优化设计,制造,具有尺寸准确,表面整洁无创伤,产品结构紧凑,补偿量大,无泄漏,耐腐蚀,寿命长,便于安装,产品质量可靠等优点
阀门开启和关闭要逐渐进行,以免管线内温度和压力急剧变化,造成支架或膨胀节损坏。折叠编辑本段可靠研究补偿器的可靠性是由设计,制造,安装及运行管理等多个环节构成的。可靠性也应该从这几个方面进行考虑。材料选择对用于供热管网的波纹管的选材,除应考虑工作介质,工作温度和外部环境外,还应考虑应力腐蚀的可能性,水处理剂和管道清洗剂对材料的影响等,并在此基础上结合波纹管材料的焊接,成型以及材料的性能价格比。膨胀节允许不超过1.5倍公称系统压力试验。装有膨胀节的管线在运行操作中优选出经济实用的波纹管制作材料。
法兰面b.法兰夹即勾码c.角码d.密封胶和密封胶条共板式无法兰连接的技术要求:a.风管两端的四个法兰面剪角尺寸必须准确,否则加工完后法兰的四个面不平整,会造成风管扭曲,不规则等。必须使用与风管法兰面相应配套的共板法兰手动折边机或板料液压折弯机配专用上下模进行风管与法兰连接面的折边加工,否则会影响法兰面的加工质量,如法兰面损坏,扭曲不平等。两段风管法兰面必须粘贴好密封胶后再进行连接各坚固四个角码上的螺栓。
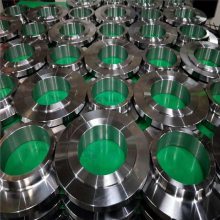
按(GB)标准分:整体法兰,螺纹法兰,对焊法兰,带颈平焊法兰,带颈承插焊法兰,对焊环带颈松套法兰,板式平焊法兰,对焊环板式松套法兰,平焊环板式松套法兰,翻边环板式松套法兰,法兰盖。折叠编辑本段材质不锈钢带颈对焊钢制管法兰。
高气密性,耐介质性和耐候性及耐辐射性等